Bearing Design
- The design philosophy with plain bearings is that, should failure occur, the shaft or thrust collar should be unharmed with any damage limited to the bearing only.
- This imposes little restriction on the choice of the shaft or thrust collar, which is normally of steel. As a general rule the shaft should have a hardness of at least three times that of the bearing material. This means that mild steel is perfectly satisfactory with white metal bearings, though hardened steels are required for harder bearing alloys, such as the lead-bronzes. Also, nitrided shaft journals must be cleaned by lapping before use, if not, they are liable to cause bearing damage.
- The one exception is that steels containing more than 1.5% chromium should not be used where peripheral speeds exceed 80 feet per second (80fps) to avoid the risk of a destructive failure mechanism known as wire-wool failure (or black-scab failure). The failures occur most frequently with steels having chromium contents in the range 3-18% in bearings operating with surface speeds greater than 80fps (25 m/sec).1
Wire Wooling Bearing Failure
- This failure occurs when a small particle of hard dirt or debris gets embedded in the bearing material, but continues to rub against the steel counter face.
- At high speed the temperature generated by the frictional rub carburizes the chromium in the steel in the presence of a hydrocarbon oil, producing hard chromium carbides that embed in the soft bearing material and act as cutting tools on the journal or thrust collar.
- The process continues by accretion of the embedded carbides and may result in a journal being turned completely through.
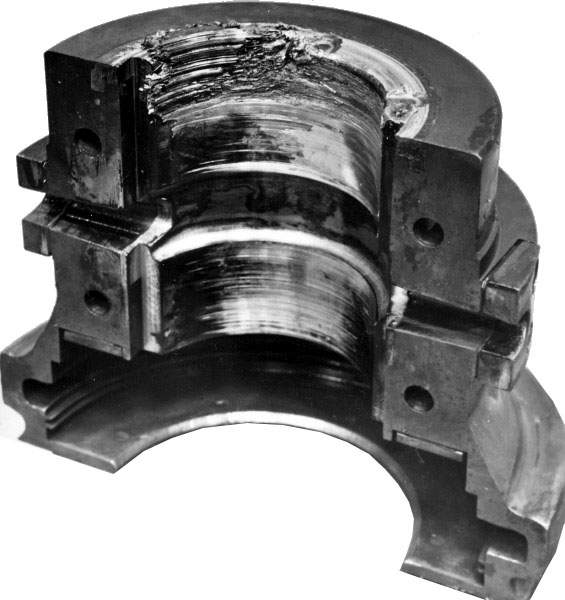
- Identified by extensive damage to both bearing and the journal and/or thrust collar with wear products from the shaft collected in the bearing housing where they look like wire wool. A black scab is also often present on the damaged surface, hence the alternative name ‘black scab failure’.1
Solutions to the Wire Wooling Phenomena
Years ago a turboexpander manufacturer was running into intermittent bearing failures on their internal stainless steel rotating components. It would seem that their shaft journals, made from 17-4 PH stainless steel were susceptible to a phenomena called “wire wooling”. For reasons that are not fully understood, shaft materials like theirs, with a higher amount of chrome in them, are more susceptible to this phenomenon.
- The recognized solution was to alter the surface of the shaft journal by nitriding or hardfacing with hard chrome.
- This entailed under sizing the shaft journals, sending it out to have it built back up again with chrome or a nitride process. This was more costly, significantly more difficult and had schedule and environmental impacts.
- Their team spent many months analyzing these solutions which proved to be challenging especially for their tight tolerances.
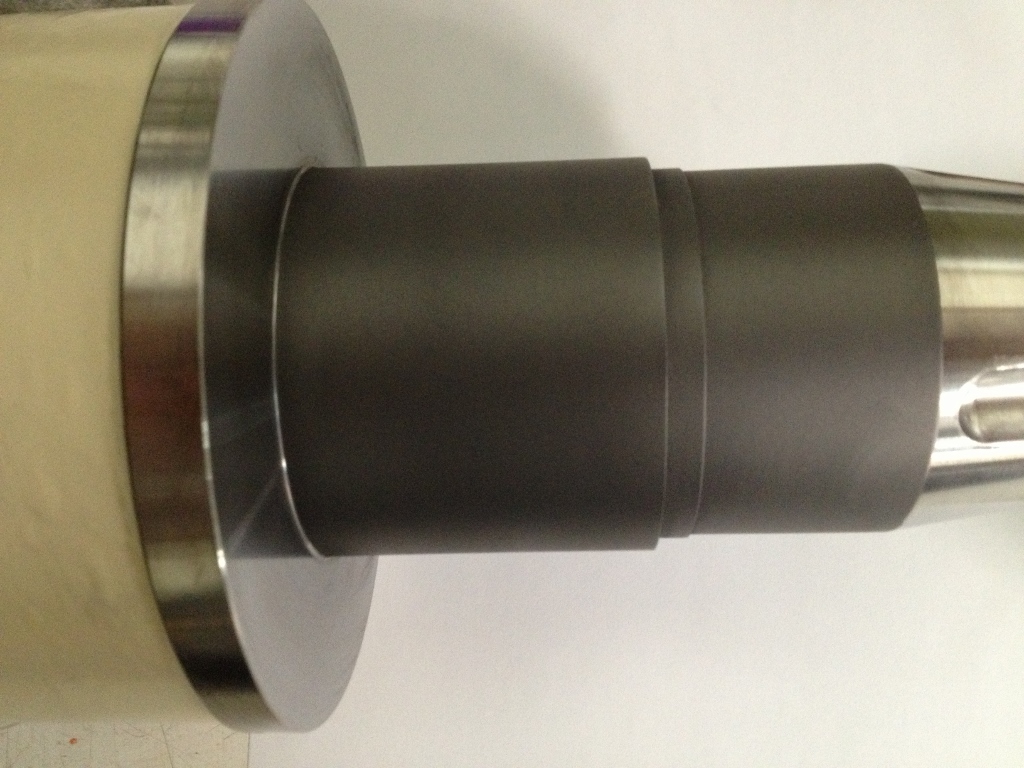
- They opted to try an alternate coating process, AMS 2525 where the hardened stainless steel shaft surface is subjected to a high velocity graphite impingement process. Simply meaning, graphite material is shot at high velocity into the shaft substrate where it gets impinged. The graphite sticks into the substrate, like a little forest graphite shards. Additionally the physical properties of graphite would let it impinge on itself, so it comes to a saturation point of impingement, with a maximum coating thickness of less than .0001”.
- This process cost less, is faster to process and is less work for the testing and assembly side. They also started using AMS2525 for non-bearing parts where the improved lubricity aided the movement of the surfaces without changing the part dimensions.
In Summary
The Engineering department has the ultimate responsibility for cost effective, environmentally sound solutions, that work. Switching from the thin dense hard chrome solution to the AMS2525 Graphite Impingement coating is an eloquent solution.
“The one was more costly, was significantly more difficult and had schedule and environmental impacts. The AMS2525 process worked for eliminating the transfer of metal particles to the babbitted surface and the ensuing wire wooling, so we switched and stuck with it. The non-bearing surfaces on the shaft and other parts where we use the AMS2525 process aided in the improved lubricity of the surface without change to the dimensions of the part.” -Mike Harmon, Atlas Copco Mafi-Trench3
Wire Wooling Failure

Shaft with AMS2525
- The pictures and some bearing facts above are courtesy of Neale Consulting Engineers website.
- Wire wooling picture courtesy of Turbolab website
- Turboexpander shaft picture and technical summary courtesy of Atlas Copco Mafi-Trench